

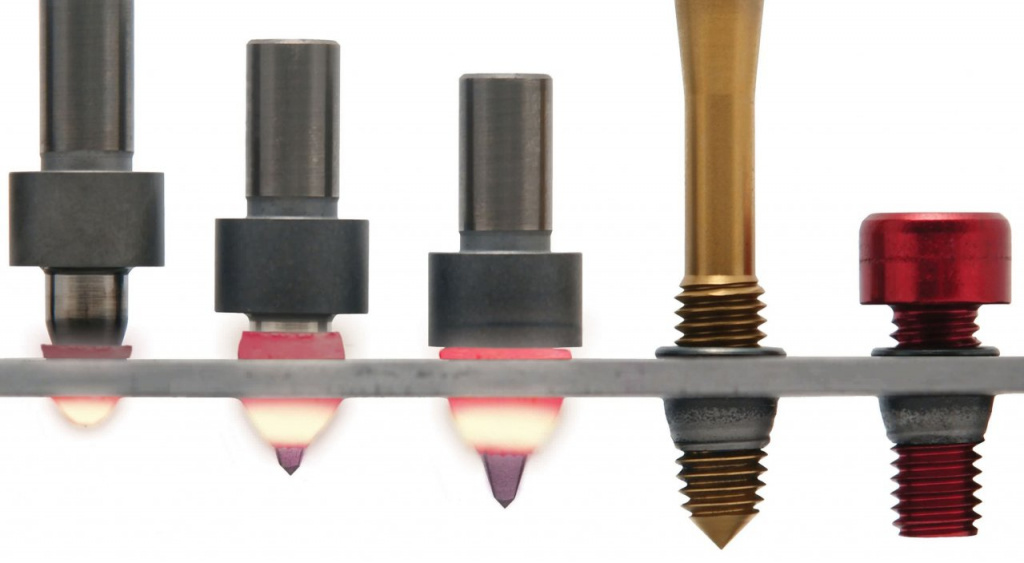
Прошивки типа "form" (с буртиком)

Прошивки типа "cut" (без буртика)

Срок поставки: 30 дней.
Условия оплаты: 100% предоплата.

Когда вам необходимо соединить несколько тонкостенных элементов между собой, то, как правило возникает проблема, которая состоит в недостаточной длине резьбы. Это в свою очередь не обеспечивает надлежащей прочности соединению. Это проблема решалась использованием в технологических процессах заклепочных, запрессованных, приварных гаек.

В процессе сверления трением используется «сверло» без режущих граней. Сверло имеет коническую форму, вращается на высокой скорости и подается в материал под высоким давлением. Таким образом в процессе сверления сила трения разогревает материал, который в свою очередь становится мягким и пластичным. Посмотрите на видео как это происходит
При сверлении трением не образуется стружка. В процессе по краям окружности формируются «буртики» из материала, который был на месте отверстия. Эти буртики увеличивают длину внутренней резьбы в 3 раза. Широкое применение данная технология получила в сверлении заготовок круглого сечения, так как плоский срез буртика компенсирует кривизну стенки изделия, образуя при этом ложе для уплотнения.

В некоторых процессах нет необходимости в формировании верхнего буртика или, как его еще называют, воротничка. В этом случае используются сверла, в верхней части которого предусмотрены режущие грани. Они срезают выступающий воротничок.
Есть технологии, которые делают процесс соединения деталей еще быстрее. На фотографии вы видите, как в одном изделии совмещены и коническое сверло, и болт. Таким образом все операции - сверление, формирование стенок, нарезание резьбы и скрепление производятся в один прием.

Карманы ПВХ используются для ценников, бывают подвесными и сам...

Темпы электрификации личного транспорта набирают обороты и вск...

Оборудование, необходимое для переработки сырья (навоз, квасно...
