
Если на вашем производстве стоит обрабатывающий центр, маленькая частота вращения которого больше не отвечает вашим задачам, у вас есть два варианта. Вы можете либо заменить его на новый станок с высокоскоростным шпинделем, либо подобрать ускорительную головку (что, разумеется, гораздо проще, дешевле и быстрее). Они расширяют возможности металлообрабатывающих центров и используемого инструмента, позволяя достигнуть высоких оборотов, не увеличивая при этом нагрузку на подшипники шпинделя.
Есть множество различных вариантов ускорителей шпинделя, использующих различные технологии, в зависимости от того, какую скорость вращения нужно достичь. Всего несколько десятилетий назад было достаточно купить шпиндель, увеличивающий скорость вращения старого станка с 2000 до 12-15000 об / мин. При скорости вращения 2000 об / мин операция с извилистой канавкой для уплотнительного кольца, выполняемая с использованием небольшой концевой фрезы, заняла бы вечность. Механические шпиндели-ускорители стали естественным решением этой проблемы - они позволили использовать небольшие инструменты на более крупные станки, повышая их производительность.
Сегодня стандартные обрабатывающие центры поставляются со шпинделями на 6000, 8000, 10000, 12000 об / мин. Но и с современными головками-мультипликаторами вы можете проапргрейдить ваш станок до совершенного нового уровня. Например, при операциях микрорезания, когда оператор работает с инструментами очень малого диаметра. В этом случае важно получить максимально возможную скорость шпинделя, что обеспечит достижение хорошего отделения стружки, длительного срока службы инструмента, хорошего качества поверхности и, особенно, при обработке алюминия, предотвращения наростов на кромке. При недостаточной скорости вращения операторы вынуждены использовать экзотические или дорогие материалы для режущего инструмента (такие как алмаз, например). Это не так критично при работе с закаленной сталью. Однако, если оператору не удается достичь минимальной рекомендуемой площади поверхности, это отразится как на качестве поверхности, так и на сроке службы инструмента.
Пороговым значением диаметра инструмента можно назвать 0,060 дюйма; любой инструмент меньшего размера стоит использовать в сочетании с ускорительной головкой.
Примеры с цифрами
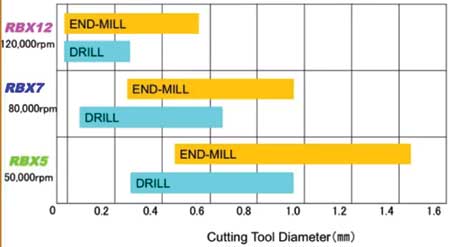
Чем меньше размер конуса, тем быстрее будет вращаться шпиндель. Обычный станок с конусом 30 без интерфейса шпинделя с двойным контактом будет развивать скорость 18 000 об / мин. Здесь не нужны никакие дополнительные инженерные решения. Такие станки рассчитаны на стандартные конические шпиндели. С системой двойного контакта, вы сможете удвоить эти скорости, а конус 30 будет работать со скоростью 30 000 об / мин. На графике ниже показаны стандартные диапазоны скоростей.
HSK размером 63 (что соответствует конусу 40) будет иметь примерно такую же скорость вращения, как и система с двумя контактами. Но HSK 63 при этом ограничен диаметром инструмента (он должен быть более 0,060 дюйма). Если оператору нужно будет перейти к HSK 32, необходимая скорость вращения шпинделя составит 50 000 об / мин. Станок не справится с этой работой.
Оператор также может рассматривать использование более малентких державок HSK для высокоскоростной и микрообработки. Меньшие размеры конуса, от 25 до 32, предназначены для очень маленького инструмента и должны быть очень точно сбалансированы. Инструмент, работающий со скоростью 50 000 об/мин, требует большой точности и опыта оператора, как при эксплуатации, так и при балансировке. Иначе достичь необходимых показателей качества поверхности достичь не получится.
Проблемы при эксплуатации станков на максимальных оборотах
При работе на максимальной или близкой к максимальной частоте вращения, тепловое расширение, вызванное трением, приведет к выгоранию подшипников и шестерен. Даже если уделять особое внимание охлаждающей жидкости, система смазки может выйти из строя, и подшипники придется менять чаще, а это увеличивает время простоя под обслуживание. Это особенно актуально для продолжительных периодов времени - 1, 2, 3 часа или более. Кроме того, в результате теплового расширения происходит деформация оси Z.
Доступное решение
Ускорительная головка-мултьтипликатор обойдется вам значительно дешевле нового специализированного станка. Однако есть 5 ключевых требований, которым должны соответствовать высокоскоростные шпиндели.
1) Инструмент должен иметь сверхвысокую скорость и обеспечивать приемлемое динамическое биение. Шпиндели должны быть достаточно тихими и иметь низкую тепловую деформацию.
2) Ускоритель шпинделя должен обеспечивать автоматическую смену инструмента (ATC), поскольку операторы не захотят тормозить производство. У шпинделя BIG Kaiser, например, к торцу шпинделя прикреплен единственный стопорный блок. Этот стопорный блок зацепляет позиционный штифт на самом инструменте. При системе зубчатого привода он удерживает инструмент неподвижно во время вращения шпинделя, а при пневмоприводе воздух проходит через стопорный блок, попадает в позиционный штифт и в турбинный привод, и в конечном итоге выходит через боковую часть агрегата. BIG Kaiser может сориентировать и выровнять любой из них, чтобы смена инструмента происходила автоматически, без ручного вмешательства.
3) Традиционные системы зубчатого привода, использующие конструкцию планетарной передачи, могут развивать скорость до 24 000 об/мин. Эти типы шпиндельных систем ускорения могут обеспечить большой скачок частоты вращения для существующего инструмента, который бы являлся достаточно точным, но максимальная скорость, в этом случае, составляет от 5000 до 8000 об/мин. Однако, поскольку внутри него вращаются шестерни, он действительно демонстрирует удлинение по оси Z, это неизбежно. Обычно такая система достигает стабильности после 20 минут обработки,. Следует помнить об этом, особенно при работе с более короткими циклами.
4) При этом нужно понимать, что если шпиндель станка изначально находится в плохом состоянии, ускорительная головка этого не исправит его. Вместо этого величина биения, создаваемого неисправным шпинделем, будет передаваться на исправный ускоритель, создавая большое биение и большую нагрузку на подшипники и шестерни внутри.
5) При системе пневмопривода фактически шпиндель станка вообще не вращается - станок просто перемещает инструмент из одного положения в другое. Привод находится внутри самого инструмента. Воздух поступает в стопорный блок через позиционный штифт и в привод турбины. Затем турбинный привод создает крутящий момент и скорость режущего инструмента. Чем больше турбина и, следовательно, размер ускорителя шпинделя, тем ниже потенциальные скорости. И наоборот, более крупные агрегаты могут создавать больше мощности. При отсутствии системы программирования давления воздуха, регуляторировать это придется вручную. Однако это не общий сценарий.
Новые ускорители с пневматическим приводом могут развивать скорость до 120 000 об/мин, но необходимо учитывать очень низкий крутящий момент в обоих шпинделях - ни один из них не может справиться с тяжелой резкой. Больший крутящий момент доступен с инструментами большего размера и более медленными оборотами.
Рекомендации по цанговому патрону
При вращении шпинделя со скоростью 80 000 об/мин, режущий инструмент должен управляться по центру с точностью до одного или двух микрон. Режущий инструмент диаметром всего 0,010 дюйма, принимающий стружку менее одной десятой на зуб, должен управляться лучше, чем одна десятая. Это обеспечивает высокую точность инструмента, при этом все цанги так же должны быть проверенными и точными, зажимные гайки должны быть предназначены для работы на высокой скорости, инструмент с хорошей балансировкой и достаточное усилие зажима.
Традиционные системы ER недостаточно точны и не способны обеспечить высокую скорость. Для рассматриваемого типа резки требуется специализированные зажимные системы.
Достойная и доступная альтернатива фрезерной обработки

Предлагаем вам список химических продуктов, которые мы можем в...

Вместо 4 000 000 рублей - всего 3 000 000 рублей!
